Universal Laser XLS
 This particular laser was picked because it has four stand-out features that our other two lasers don’t have:
This particular laser was picked because it has four stand-out features that our other two lasers don’t have:
- Dual wavelengths with 2 lasers
- Improved optics to allow for a superior spatial intensity distribution
- High Power Density Focusing Optic (HPDFO)
- Increased precision
A little laser basics:
Lasers are very complicated process with a lot of variables. I will try to keep this pretty generic and top level so that it doesn’t read like a dissertation. Simply speaking, when a laser hits a material one of three things can happen:
- Reflect: It can bounce off and be reflected back
- Absorb: It can be absorbed into the material
- Transmissive: It can pass through the material like a piece of glass
 As we have all seen a rainbow of some type before, we know that there are different colors of light. Those colors represent different wave lengths in the electromagnetic spectrum. A material will reflect some wavelengths, absorb some and let others pass through. In addition, every material is different and reacts differently to the different wavelengths. To make things even more complicated, a lot of materials are mixtures or compounds of several materials, which means these materials may reflect a certain percentage, absorb a certain percentage, and pass through a certain percentage of the total laser energy.
As we have all seen a rainbow of some type before, we know that there are different colors of light. Those colors represent different wave lengths in the electromagnetic spectrum. A material will reflect some wavelengths, absorb some and let others pass through. In addition, every material is different and reacts differently to the different wavelengths. To make things even more complicated, a lot of materials are mixtures or compounds of several materials, which means these materials may reflect a certain percentage, absorb a certain percentage, and pass through a certain percentage of the total laser energy.
We use a laser to alter the material. Therefore, we are looking for what wavelength absorbs best in our materials; as the other properties are ineffective to altering the material. Here at Xymox, we use mostly non-metals materials. The industry go to wavelength for non-metal materials is 10.6 µm. This wavelength is decent on wood, plastics, and fabrics. Since Xymox typically cuts polymers and paper our original two lasers are set at 10.6 µm wavelength.
Dual Wavelengths
Now that we have the basics, let’s talk about the new Universal laser. As I mentioned our original lasers are 10.6 µm, well the new Universal can also lase at 10.6 µm. Now you may think “Well that’s not different or new”, and you would be correct. However, the new laser is a dual laser source machine. Meaning it actually has two lasers in it. The other laser source is at a 9.3 µm. This wavelength has better absorption for some of the materials that we use more commonly, such as PET, Kapton, and Polycarbonate. The best part…this machine has a Polarization beam combiner, which allows us to fire both lasers simultaneously! Having the ability to fire both lasers allows us to cut thicker materials or different plastics that are laminated together.

Kerf and Spatial Intensity Distribution
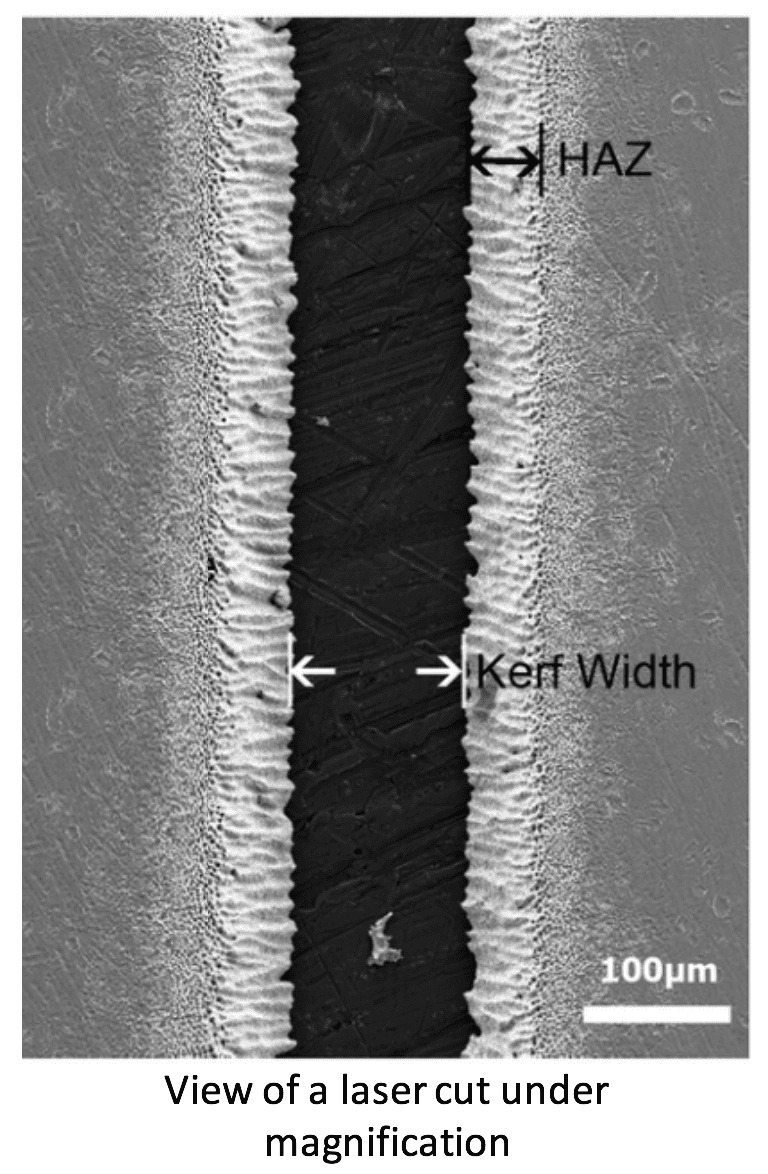
One of the more critical pieces of information that must be accounted for when laser processing is the size of the kerf. Kerf is a term used all over subtractivemanufacturing, it basically means the amount of material removed at an interval of time. In terms of the laser it means the cut width (or diameter) of the laser beam. This is important in determining how much to offset the cut to achieve the desired size of the feature being cut.
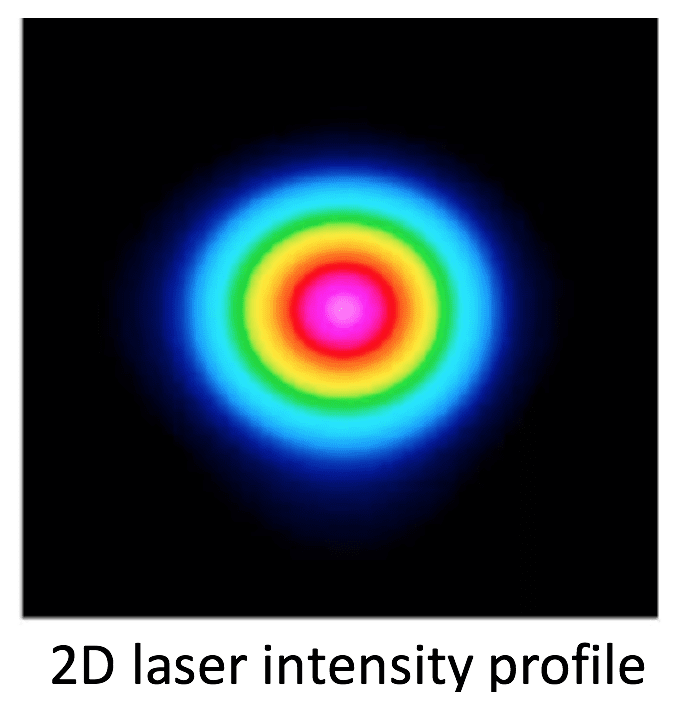
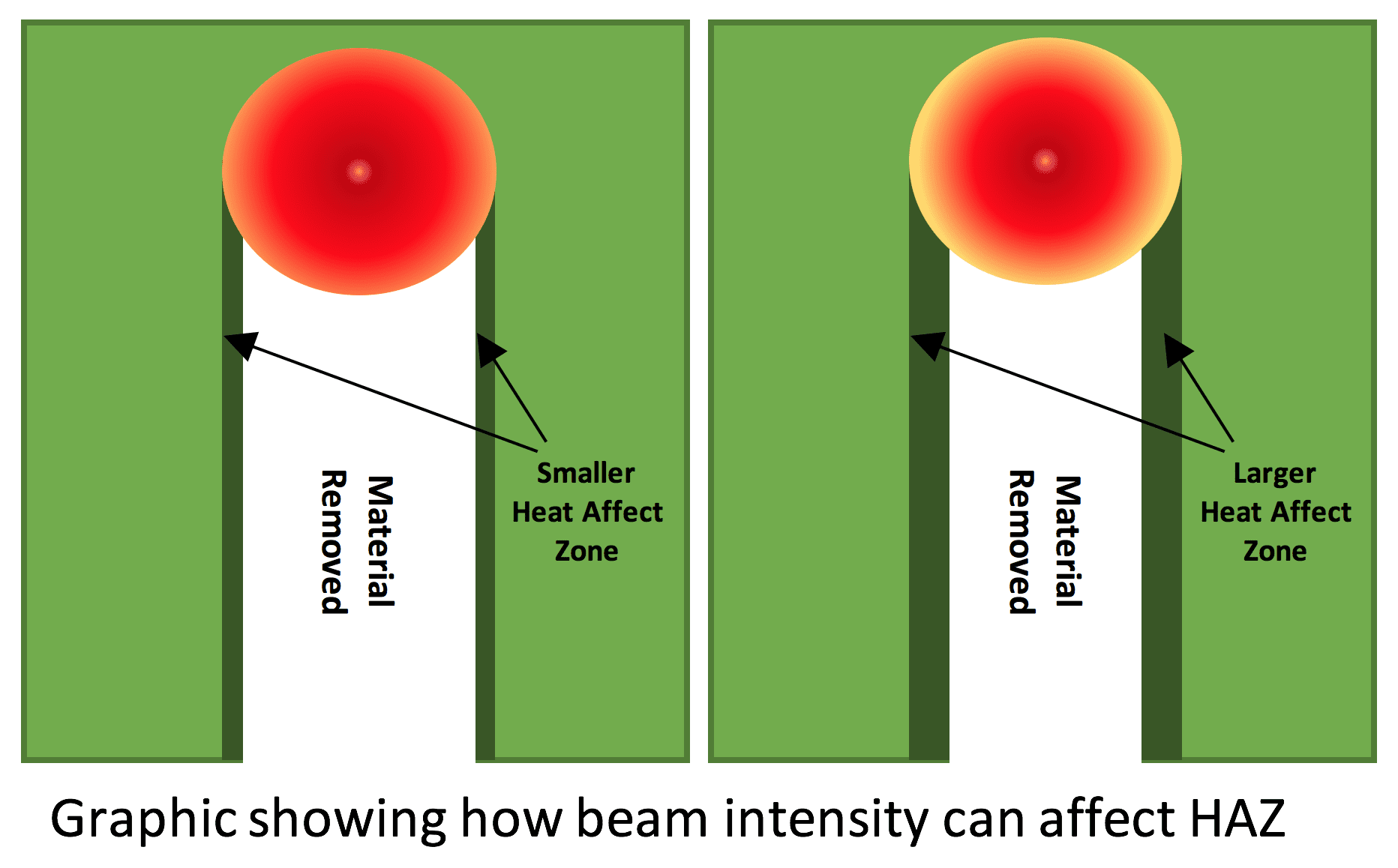
It is also important to know that the cut width is not the same as the beam width. A typical laser beam will have more energy in the center, and it will dissipate the further you are from the center. This is due to a variety of reasons, including type of optics and the scattering effect of the vapor of the material you are cutting. So, as you get toward the edge of the beam there may not be enough energy to sublimate the material. This area will still receive energy and distort the material, which is known as the Heat Affect Zone (HAZ). Now there are other things that contribute to the heat affect zone, but this particular variable is important to the discussion of why we chose the Universal Laser over others. The Universal Laser has optics that minimize the variation of intensity from the center to the outside. The more balanced intensity allows us to cut with a smaller heat affect zone. The improved optics and controls of the Universal Laser give us the ability to have an improved edge quality over other lasers reviewed.
Additional Features
Another Benefit from the Universal laser is the High-Power Density Focusing Optic (HPDFO). This fancy named add-on is an additional optic that we can swap in that allows us to have a very small kerf. This will allow us to do some very fine and accurate cutting and ablation. In addition, with this being a newer machine it has improved motors and encoders. This allows it to be more accurate and reduced process variation than our other machines. The universal Laser is capable of +/- 0.002” in locational tolerance.
To say we are excited about our new laser would be an understatement, adding more functionality to our capabilities and capacity to our factory helps us stay ahead of the game and provide the very best for our customers. The technology is cool, but what matters most are our customers. Period.
Ever wonder what determines if a product will be cut with a laser or die cut machine? Check out this blog, Die Cut vs. Laser!